MSA分析简介
【通用名称】
测量系统管理
【项目描述】
侧重质量、技术、研发人员,对测量设施及人员的综合管理和提升。
【项目特点】
1、掌握测量系统变差分析的方法;
2、通过测量系统分析了解所有生产过程中使用的量具的变差,并对不合格的量具进行分析、 改进,提高检验、测量、试验数据的真实性和报告的准确性;
3、减少产品在检验、测量、试验过程中误判的可能性。
【推行效果】
1、掌握测量系统变差分析的方法;
2、通过测量系统分析了解所有生产过程中使用的量具的变差,并对不合格的量具进行分析、 改进,提高检验、测量、试验数据的真实性和报告的准确性;
3、减少产品在检验、测量、试验过程中误判的可能性。
【适用企业】
公司生产稳定,品质管理需突破提升而缺乏规范化、系统管理的所有实体企业。
【合作流程】
如您确有合作意愿,我们将整个合作过程划分为7个步骤,分别为:

【实施周期】12 个月
【推荐顾问】 深圳精一达企管资深团队顾问:咨询电话 0755-2899 9275
【成功案例】
案例1——**汽车工业制造有限公司设备量具稳定性和偏移的研究
稳定性研究
为了确定某一新的测量仪器的稳定性是否可接受,过程小组选取了生产过程输出范围中接近中间值的一个零件。该零件被送到了测量实验室,经测量其参考值确定为6.01.。小组每班测量该零件5次,共测量了4周(20个子组);收集所有数据以后,画出了X&R图如下:
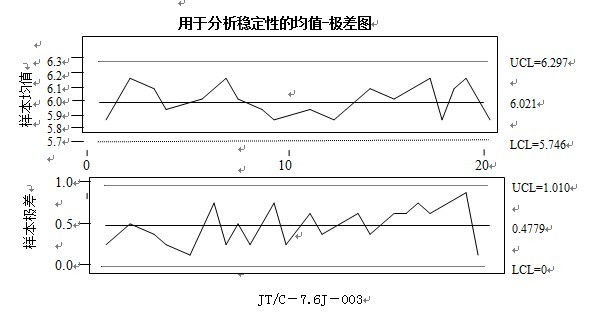
从以上控制图分析显示,测量过程是稳定的,因为没有出现明显可见的特殊原因影响。
偏移研究
参见X&R图,对一个参考值6.01的零件进行稳定性研究,所有样本(20个组)的整体平均值为6.021;因此偏倚值的计算值为0.011。
使用了散布图和统计软件,质检员得到了数据分析结果,见下表。
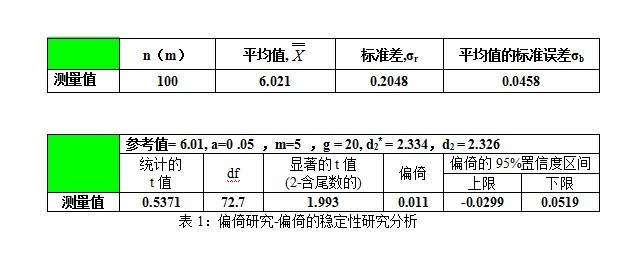
因为0落在偏倚的置信度区间内(-0.0299,0.0519),该过程小组可以假设这测量系统的偏倚是可以接受的,即在实际使用中不会带来额外的变差来源。
偏倚研究的分析:
(1)如果偏倚从统计上不等于零,检查是否存在以下原因:
★ 基准件或参考值有误差,检查确定标准件的程序。
★ 仪器磨损。这问题会在稳定性分析中呈现出来,建议进行维修或重新整修计划。
★ 仪器产生尺寸的误差。
★ 仪器测量的特性有误。
★ 仪器没有经过适当的校准。对校准程序进行评审。
★ 评价人使用仪器方法不正确。对测量指导书进行评审。
★ 仪器纠正的指令错误。
(2)如果测量系统偏倚不等于0,若有可能,应该采用硬件修正法、软件修正法或同时使用两种方法来对量具进行重新校准已达到零偏移。如果偏倚不能调整到零,通过改更程序(如对每个读值根据偏倚进行修正),还可以继续使用该测量系统。由于存在评价人误差这一高度风险,因此这种方法只能在取得顾客同意后方能使用。
案例2——**工业制造有限公司角部焊接项目SMC分析
分析方案:样品:按6种参数各生产6PCS,共计36PCS
人员:车间全检2名,IPQC,FQC各一名
方法:在培训完标准之后,第一人检验后换第二人,以此循环。
参数分别为:
1、电流110,速度85.
2、电流90,速度120.
3、电流70,速度120.
4、电流50,速度60.
5、电流110,速度60.
6、电流80,速度60.
全部脉宽3,频率30.
测量时相关图片: